





До атегорія:
граверне справу
Копіювання за збільшеними моделями та шаблонами.
Копіювання за збільшеними моделям, копірів і шаблонами володіє наступними принциповими перевагами. Модель і копір в більшості випадків можуть бути виконані на верстаті з пантографом, так як він придатний також для збільшення виготовлених виробів. Виготовлені з легко оброблюваних
матеріалів (ебоніту, плексигласу, латуні і т. д.), і можуть бути виконані в кілька разів швидше ° простіше, ніж оригінал зі сталі. Збільшений масштаб моделі допускає більш точний контроль її розмірів і зменшує похибка при гравіювання.
Верстат з пантографом підвищує продуктивність праці, що в деякій мірі компенсує витрати часу на виготовлення моделі або копіра, а іноді навіть значно економить робочий час.
Беручи до уваги, що разом зі зменшенням копії скорочується також і число можливих похибок, межа допустимих похибок при виготовленні копіра або моделі можна встановлювати відповідно вільніше, так як відхилення в точності моделі або копіра, що становить, наприклад, 0,1 мм, при передатному відношенні плечей пантографа 1: 5 знижується до 0,02 мм.
Виготовлення моделей і копірів на верстаті з пантографом. При наявності готових пуансонів, штампів чи інших інструментів виготовлення моделей або копірів значно спрощується. Щоб отримати збільшену копію з пошкодженого або використаного інструменту (наприклад, штампа), обмацує палець встановлюють на місце шпинделя, а шпиндель разом з приводом - на місце пальця. При такому використанні пантографа внаслідок зворотного відносини його плечей можна виготовляти копіри тільки з м'яких матеріалів, наприклад з дерева твердих порід (пальма, груша) і з плексигласу. Виготовлена за допомогою пантографа модель (при дво- або десятикратному збільшенні) точно відповідає оригіналу і потребує тільки в легкому вирівнюванні - доведенні.
Перевага виготовлення моделей або копірів механічним способом на верстаті з пантографом особливо виявляється при виконанні більш складних форм.
Поглиблені граверні роботи вимагають, як правило, застосування поглиблених шаблонів або копірів, а опукле гравірування - опуклих шаблонів. Поглиблені шаблони в деяких випадках можуть служити для опуклих робіт, коли пантограф призначається для виконання лише контурів форми і коли зайвий матеріал видаляється без участі шаблону або шляхом вільного ведення пантографа від руки, або шляхом обертання рукоятки робочого столу пантографа.
Матеріали, що застосовуються для виготовлення моделей або копірів, повинні допускати як механічну, так і ручну обробку. При виборі матеріалу для виготовлення копірів велике значення має необхідної точності гравіювання даної деталі. Гладка штамповочная матриця нескладної конфігурації може бути отгравірована з копіра, виготовленого з плексигласу або з деревини твердих порід, навіть якщо вона має деякі різко виступаючі частини. Для більш складних граверних робіт застосовують копіри з більш твердого матеріалу, наприклад з латуні.
Вибір матеріалу залежить також від числа деталей. Наприклад, якщо потрібно отгравіровать 200-300 деталей, то виготовити копір можна з органічного скла, ебоніту. При гравіювання великих партій деталей для цієї мети застосовують матеріали з більшою твердістю, ніж органічне скло, наприклад латунь марки ЛС59. У тих випадках, коли шаблони призначаються для тривалого використання (масове виробництво продукції) і схильні до посиленого зношування, доцільно виготовляти їх зі сталі. Разом з тим необхідно пам'ятати, що зносостійкість об'ємних моделей, копірів і шаблонів залежить не тільки від міцності матеріалу, з якого вони виготовлені, а й від якості заправки і доведення робочої поверхні обмацує пальця пантографа.
Розрахунок, розмітка і виготовлення копірів. Вибравши потрібний матеріал, відрізають заготівлю певного розміру з урахуванням найбільш вигідного масштабу передбачуваної настройки плечей пантографа, потім приступають до розрахунку і розмітки копіра. Щоб визначити масштаб копіювання, необхідно врахувати розміри гравіруемих деталі і необхідної точності її виготовлення. Якщо потрібно, наприклад, виготовити копір без особливої точності, то його роблять в масштабі 1: 2. При цьому всі розміри, зазначені в кресленні гравіруемих деталі, збільшуються вдвічі. Для копірів, які належить виготовити в інших масштабах, відповідно і з іншого налаштуванням плечей пантографа (НЕ 1: 2, а 1: 3 або 1: 4), і розрахунок, природно, ведеться згідно з цими даними.
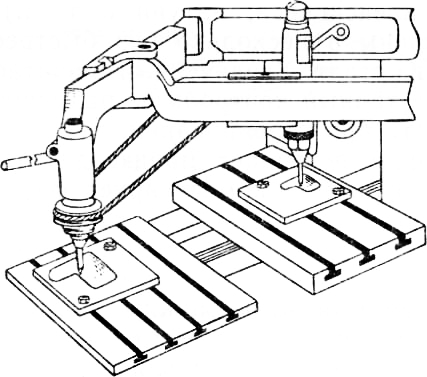
Мал. 1. Що Збільшує механізм пантографа
Треба, наприклад, виготовити копір в масштабі 1: 3. Отже, якщо на кресленні деталі довжина тексту дорівнює 60 мм, а висота букв 4 мм, то на копірі для такої деталі довжина тексту повинна бути втричі більше, т. Е. 60X3 = 180 мм, а висота букв 4X3 = 12 мм. Розрахунок моделі, копіра або шаблону і подальшу розмітку на них необхідно вести надзвичайно уважно. Лише після ретельної перевірки всіх даних приступають до гравірування копіра по виробленої розмітці. Слід пам'ятати, що незначна помилка під час розмітки спричинить за собою неправильне виготовлення копіра, внаслідок чого знизяться його експлуатаційні дані або він буде забракований. Дефектні копіри іноді можуть бути використані при гравіювання деяких частин вироби, але продуктивність і якість процесу гравірування будуть значно знижені.
Копіри, виготовлені в масштабі 1: 3, є копірами середньої точності, в масштабі 1: 4 і вище - копірами високої точності. Останні раціонально застосовувати при гравіювання деталей, на яких потрібно дуже точне розташування тексту з різними позначеннями малого розміру. Таким чином, чим вище масштаб копіювання, тим точніше виготовляються копіри і відповідно деталі.
Розмітка копірів ведеться за допомогою штангенциркуля з добре заправленими ніжками. Це особливо важливо при виготовленні точних або особливо точних копірів, коли мова йде про гравіювання деталей, що містять в собі такі елементи, як дугові, круглі і поздовжні шкали з товщиною рисок від 0,3 до 0,05 мм. Після розрахунку і розмітки копіра виробляють гравіювання на пантографі або, в окремих випадках, вручну. Перш ніж приступити до гравірування деталей з знову виготовленого копіра, його необхідно ретельно перевірити, особливо якщо гравірування підлягають дорогі трудомісткі деталі, шлюб в яких неприпустимий.
Точна перевірка нового копіра ведеться наступним чином. Плечі пантографа налаштовують відповідно до масштабу виготовленого копіра, який закріплюють на копірних столі пантографа в потрібному місці. Потім на робочому столі пантографа (з урахуванням настройки) встановлюють підлягає гравірування попередньо розмічену заготовку і налаштовують робочий стіл з деталлю щодо столу з копіром. Робиться це шляхом відповідних пересувань робочого і копірного столів методом сполучення обмацує пальця з певними точками на копірі, а різця-фрези - з цими ж точками на закріпленій на робочому столі розміченій заготівлі. Якщо все сполучаються точки збігаються, то копір можна вважати виготовленим правильно і придатним до роботи.
Для прискорення і зручності перевірки копіра з успіхом застосовують спеціально сконструйований для цієї мети перевірки плаваючий олівець. Після настройки пантографа в цанзі шпинделя замість
різця закріплюють плаваючий олівець з гостро заправленим грифелем. Потім по копіру виробляють руху обмацує пальцем, як це робиться під час звичайного гравірування, попередньо опустивши важіль шпинделя так, щоб грифель олівця стосувався поверхні деталі і малював зображення майбутньої гравіювання. Такий метод перевірки копіра точно показує його правильність або дефекти без найменшого, однак, ризику пошкодження (при налаштуванні пантографа) складної дорогої деталі.
Був розроблений і впроваджений ще більш продуктивний метод для розрахунку і розмітки копірів, що дозволяє у багато разів скоротити витрату робочого часу на цю операцію. Копір, виготовлений таким методом, не потребує перевірки, і сам метод, по суті, служить для пошуку помилок у кресленнях і деталях. В даному методі, перш ніж приступити до пазметке копіра, розмічають першу деталь; якщо який-небудь розмір в кресленні є невірним, то під час розмітки на деталі цей дефект обов'язково виявиться, що і є, по суті справи, механічним контролем креслення.
Точно розмічену деталь закріплюють на робочому столі пантографа, попередньо налаштувавши передавальне відношення його плечей на необхідний масштаб. На столі для копірів встановлюють і закріплюють заготовку для майбутнього копіра, а на робочий кінець обмацує пальця насаджують розрізну втулку з вмонтованою в неї гострої розжареної чертилкой. Шляхом сполучення різця з певними точками розміченого тексту обмацує пальцем, оснащеним чертилкой, виробляють аналогічні позначки на заготівлі майбутнього копіра. Такими прийомами одночасно розраховують і розмічають весь текст копіра рядок за рядком, при цьому розрахунок замінюють точні автоматичні руху плечей пантографа. Потім по отриманих оцінках гравірують потрібні тексти на цьому ж пантографі за допомогою звичайних набраних шаблонів, попередньо перевстановити заготівлю копіра на робочий стіл пантографа.
Перевага викладеного методу полягає в тому, що основний робочий час економиться за рахунок спрощення розрахунків креслярських розмірів, а також усунення розмітки штангенциркулем, як це робилося при старому способі.
Найбільш широко застосовуються копіри для площинних граверних робіт виготовляють різними способами. Для копірів, що мають текстові позначення, як правило, використовують буквені і цифрові складальні шаблони. Розмічену для копіра заготовку встановлюють з подальшим закріпленням на робочому столі пантографа і отгравіровивают весь необхідний текст. Якщо який-небудь копір крім слів і цифрових знаків вимагає спеціальних малюнків, кривих діаграм або схем, то таку гравіювання нерідко виробляють вручну. У всіх інших варіантах виготовлення копірів використовують одні і ті ж прийоми і способи, що застосовуються в різних комбінаціях.
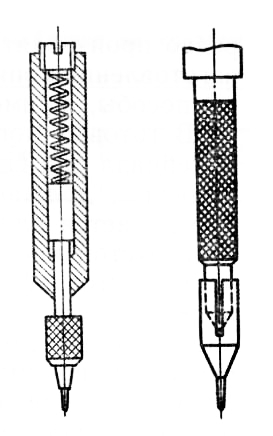
Мал. 2. Плаваючий олівець
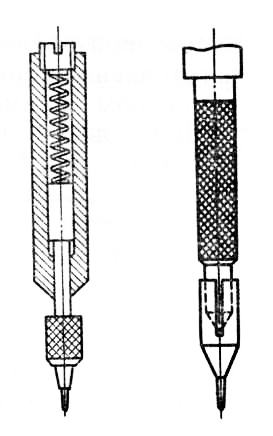
Мал. 3. Чертілка для копіювального пальця
У готових копірах незалежно від того, з якого матеріалу вони зроблені, місця гравіювання, т. Е. Букви і цифри, повинні бути змащені машинним маслом. Це робиться для того, щоб одночасно підвищити зносостійкість копіра і збільшити маневреність пантографа, необхідну для підвищення продуктивності праці. Нормально заправлена робоча частина обмацує пальця буде легко і плавно ковзати по змазаним западин вигравіруваних букв в копірі і тим самим збільшувати швидкість руху пальця, а з ним і роботу пантографа в цілому.
Виготовлення складальних шаблонів. Для продуктивного використання верстата з пантографом його необхідно в достатній кількості забезпечити складальними літерними, цифровими та іншими шаблонами. При оснащенні робочого ділянки потрібно визначити число експлуатованих верстатів і, природно, чисельність обслуговуючого персоналу. Для одного пантографа досить мати два-три комплекти цифр і букв висотою 14 мм, два-три комплекти цифр і букв висотою 10 мм, а також два комплекти знаків. Для заводського граверного ділянки з великим числом пантографів (чотири, п'ять і більше) виготовляють відповідно більше комплектів. Нормальний набір змінних шаблонів для такого ділянки повинен складатися з букв російського, латинського і грецького алфавітів, а також з арабських і римських цифр і різних математичних знаків.
Способи і прийоми виготовлення складальних шаблонів можуть бути різними, але незалежно від цього починають з ручного гравірування. У деяких випадках вони можуть бути повністю отгравіровани вручну (включаючи виготовлення заготовок, розмітку та гравірування). При механічному способі виготовлення шаблонів (на пантографі) також не обійтися без ручного гравірування для виготовлення копірів. Іноді для прискорення цього процесу застосовують спеціальні сталеві пуансони для тиснення шаблонів. Матеріали, вживані для виробництва складальних шаблонів способом штампування, повинні бути пластичними.
Як відомо, найкраща приробітку будь-яких сполучаються з посадкою руху деталей верстатів або машин може бути досягнута, коли ці деталі виготовлені з різнорідних матеріалів. Якщо врахувати, що обмацує палець виготовлений зі сталі марки У8А з відповідною термічною обробкою, то найкращим матеріалом для шаблонів як при ручному, так і при механічному гравірування є менш пластичні матеріали, наприклад латунь марки ЛС59.
Заготовки для буквених і цифрових набраних шаблонів виготовляють фрезеруванням з листової латуні товщиною 2-3 мм. Форму цих заготовок визначають пази копірного столу пантографа (в яких набирають той чи інший текст), що мають форму хвоста. Стандартна ширина паза копірного столу пантографа визначає висоту заготовки майбутнього шаблону. Ширину заготовки визначають залежно від висоти знака і від його форми.
На практиці досить часто виникає необхідність в гравіруванні букв або цифр більшого розміру, ніж дозволяє паз копірного столу пантографа (15-20 мм). Такі букви зазвичай гравірують вручну на відповідних заздалегідь виготовлених пластинках, які після виготовлення знаків закріплюють на копірних столі пантографа за допомогою спеціальних притисків.
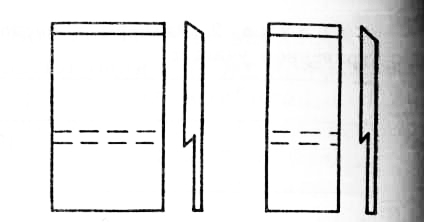
Мал. 4. Нова конструкція заготовок для виготовлення складальних шаблонів великих розмірів
Такий спосіб гравірування досить складний і трудомісткий, в результаті чого значно знижується продуктивність праці гравера. Щоб уникнути цього, була розроблена і впроваджена у виробництво нова конструкція заготовок для виготовлення складальних шаблонів великого розміру. Конфігурація їх дозволяє виготовляти на своїй поверхні знаки практично будь-якого розміру (25-50 мм і більше).
При складанні тексту вони можуть бути швидко набрані (в поєднанні зі складальними шаблонами інших розмірів) в пазу копірного столу пантографа. Закріплення їх на копірних столі пантографа здійснюється звичайними прийомами. Крім того, нова конструкція набраних шаблонів значно розширює виробничі можливості верстата з пантографом. Кут хвоста у заготовки шаблону повинен відповідати куту паза копірного столу пантографа. Наприклад, для виготовлення цифрових шаблонів з розміром шрифту 14 мм ширина заготовки повинна бути 11,4 мм (крім одиниці), для шрифту розміром 10 мм - 8,3 мм і т. Д.
Ручний спосіб виготовлення складальних шаблонів полягає в наступному. Перш за все роблять ретельне розмітку букви або цифри і гравірують «в ну-тоо» контур знака. При цьому форма штриха повинна бути конусоподібної, під кутом 45-50 ° в будь-якій точці перетину штриха в поперечнику. Гравер повинен прагнути до того, щоб в місцях стиків і сполучень ліній контуру букв зберігати заданий кут, глибину гравірування штриха і не допускати «сходинок» (переходи ліній повинні бути плавними). Якщо не буде дотримано ці обов'язкові умови, то все згадані можливі недоліки сповільнять процес гравірування і погіршать якість гравіювання. Крім того, при шаблоні з наявністю «сходинок» в місцях стику і т. П. Обмацувати палець пантографа може застрягти, раптово зіскочити або зовсім вирватися за межі шаблону, результатом чого буде непоправний брак, так як різець повторить рух пальця.
Мал. 5. Форма заготовок для складальних шаблонів
Складальні шаблони необхідно гравірувати точно по розмітці так, щоб після набору будь-якого тексту в пазі копірного столу пантографа і гравірування з нього всі букви на деталі знаходилися строго на прямій лінії. Крім того, при виготовленні буквених або цифрових набраних шаблонів для зручності настройки при їх експлуатації в середній частині шаблонів гравірують центрові точки.
Хороші результати виготовлення буквених або цифрових Набрання шаблонів могут буті досягнуті механічнім гравіюванням на пантографі. Найважлівіша підготовча робота при цьом способі - виготовлення гравірованіх вручну копірів для складально шаблонів. Незаміннім матеріалом для цієї мети служити органічне скло (плексиглас), добре піддається як ручному, так и механічного гравірування. Крім того, при виготовленні копірів з плексигласу витрата робочого часу знижується майже в десять разів у порівнянні з часом, необхідним для виготовлення копіра з латуні.
Копіри для шаблонів повинні виконуватися дуже точно, так як від цього залежить якість всієї подальшої роботи і, в свою чергу, якість гравірування з них виробничих деталей. Приступаючи до виготовлення копірів, нарізають заготовки з плексигласу (з листа товщиною 3-4 мм, розмірами 60Х Х400 мм отримують 15-20 заготовок). Плексиглас нарізають таким чином, щоб не розірвати захисну міра, ніж дозволяє паз копірного столу пантографа (15-20 мм). Такі букви зазвичай гравірують вручну на відповідних заздалегідь виготовлених пластинках, які після виготовлення знаків закріплюють на копірних столі пантографа за допомогою спеціальних притисків.
Такий спосіб гравірування досить складний і трудомісткий, в результаті чого значно знижується продуктивність праці гравера. Щоб уникнути цього, була розроблена і впроваджена у виробництво нова конструкція заготовок для виготовлення складальних шаблонів великого розміру. Конфігурація їх (рис. 70) дозволяє виготовляти на своїй поверхні знаки практично будь-якого розміру (25-50 мм і більше).
При складанні тексту вони можуть бути швидко набрані (в поєднанні зі складальними шаблонами інших розмірів) в пазу копірного столу пантографа. Закріплення їх на копірних столі пантографа здійснюється звичайними прийомами. Крім того, нова конструкція набраних шаблонів значно розширює виробничі можливості верстата з пантографом. Кут хвоста у заготовки шаблону повинен відповідати куту паза копірного столу пантографа. Наприклад, для виготовлення цифрових шаблонів з розміром шрифту 14 мм ширина заготовки повинна бути 11,4 мм (крім одиниці), для шрифту розміром 10 мм - 8,3 мм і т. Д.
Ручний спосіб виготовлення складальних шаблонів полягає в наступному. Перш за все роблять ретельне розмітку букви або цифри і гравірують «в ну-за» контур знака. При цьому форма штриха повинна бути конусоподібної, під кутом 45-50 ° в будь-якій точці перетину штриха в поперечнику. Гравер повинен прагнути до того, щоб в місцях стиків і сполучень ліній контуру букв зберігати заданий кут, глибину гравірування штриха і не допускати «сходинок» (переходи ліній повинні бути плавними). Якщо не буде дотримано ці обов'язкові умови, то все згадані можливі недоліки сповільнять процес гравірування і погіршать якість гравіювання. Крім того, при шаблоні з наявністю «сходинок» в місцях стику і т. П. Обмацувати палець пантографа може застрягти, раптово зіскочити або зовсім вирватися за межі шаблону, результатом чого буде непоправний брак, так як різець повторить рух пальця.
Мал. 6. Нова конструкція заготовок для виготовлення складальних шаблонів великих розмірів
Складальні шаблони необхідно гравірувати точно по розмітці так, щоб після набору будь-якого тексту в пазі копірного столу пантографа і гравірування з нього всі букви на деталі знаходилися строго на прямій лінії. Крім того, при виготовленні буквених або цифрових набраних шаблонів для зручності настройки при їх експлуатації в середній частині шаблонів гравірують центрові точки.
Хороші результати виготовлення буквених або цифрових набраних шаблонів можуть бути досягнуті механічним гравіюванням на пантографі. Найважливіша підготовча робота при цьому способі - виготовлення гравірованих вручну копірів для складальних шаблонів. Незамінним матеріалом для цієї мети служить органічне скло (плексиглас), добре піддається як ручному, так і механічного гравірування. Крім того, при виготовленні копірів з плексигласу витрата робочого часу знижується майже в десять разів у порівнянні з часом, необхідним для виготовлення копіра з латуні.
Копіри для шаблонів повинні виконуватися дуже точно, так як від цього залежить якість всієї подальшої роботи і, в свою чергу, якість гравірування з них виробничих деталей. Приступаючи до виготовлення копірів, нарізають заготовки з плексигласу (з листа товщиною 3-4 мм, розмірами 60Х Х400 мм отримують 15-20 заготовок). Плексиглас нарізають таким чином, щоб не розірвати захисний папір, приклеєну до поверхні органічного скла заводом-виробником.
Після того як заготовки нарізані, їх складають пакетом і фрезерують на фрезерному верстаті всі чотири сторони під кутом 90 ° «як чисто». Розмітка копірів ведеться найретельнішим чином; при цьому, якщо на першій заготівлі від нижнього краю бази буде проведена лінія по всій довжині заготовки на відстані 10 мм, то ця відстань повинна бути повторено з точністю і на всіх інших заготовках. Інакше кажучи, відстань від бази, висота знака і всі інші вихідні розміри повинні бути абсолютно однаковими. Розмітку знаків і гравірування по ній слід проводити строго по ГОСТ 3454-59 без довільних відхилень. Під час гравірування копірів з високою точністю потрібно уважно стежити за тим, щоб не було навіть самого незначного відхилення від виробленої розмітки.
Коли копіри виготовлені і перевірені, робочі контури знаків злегка змащують машинним маслом для кращого ковзання по ним обмацує пальця.
Необхідно знати також, що копіри для буквених і цифрових набраних шаблонів роблять за найбільшим розміром, т. Е. Якщо потрібні складальні шаблони з висотою знака 20 мм, то копір виготовляють висотою 40 мм (масштаб 1: 2). Всі шаблони менших розмірів, наприклад 14, 10 мм, можуть бути отримані шляхом перебудови плечей пантографа.
Складальні шаблони, як правило, виготовляють з однієї установки. Визначивши місце для установки копіра на копірних столі пантографа, копір закріплюють. Найчастіше для цього використовують один з пазів копірного столу пантографа, який одночасно є і базою для установки всієї партії копірів. На робочому столі пантографа встановлюють і закріплюють спеціальне пристосування, що забезпечує точне і нерухоме положення заготовок в одному і тому ж положенні для гравірування майбутніх набраних шаблонів. Ланки пантографа налаштовують в масштабі 2: 1 і остаточно вивіряють паралельність установки копіра на копірних столі і пристосування з заготівлею на робочому столі пантографа щодо один одного. Потім заточують і заправляють різець-фрезу під кутом 45-50 °, цим закінчується настройка верстата.

Мал. 7. Пристосування .ля закріплення заготовок при гравіювання набраних шаблонів
Під час гравірування першого шаблону глибину різання підбирають такий, щоб ширина штриха на поверхні шаблону була від 1,5 до 2 мм, після чого закріплюють копірних і робочий столи. Таким чином, ширина і глибина штриха у набірного шаблону залишається постійною для всієї продукції, що виготовляється партії шаблонів, так як важіль шпинделя з різцем-фрезою в опущеному положенні згідно налаштовується до упору. Складальні шаблони виготовляють з латуні марки ЛС59, однак, незважаючи на деяку крихкість цього металу, слід уважно стежити за станом різця-фрези. Чим краще заправлений ріжучий інструмент, тим чистіше буде оброблена поверхня. При помічене дефекті штриха на шаблоні необхідно припинити роботу і негайно заправити різець-фрезу, зберігаючи при цьому заданий кут заточки. У практиці механічного гравіювання на пантографі з'ясувалося, що найбільш зручними для роботи є складальні шаблони з висотою знака 20, 14, 10 і 6 мм. Шляхом перебудови плечей пантографа можна отримувати знаки висотою від 15 до 1 мм і виробляти різні граверні роботи з набраних шаблонів декількох розмірів.
Для зручності набору і скорочення витрат робочого часу при знаходженні потрібних знаків складальні шаблони слід утримувати в спеціальному ящику (касі) в певному порядку. Каса для шаблонів складається з декількох рядів осередків; кожна клітинка служить для розміщення одного знака. Букви в осередках зберігаються в алфавітному порядку, а цифри - в послідовності від 0 до 9. Всі осередки замаркіровані тими знаками, які в них зберігаються. Наприклад, перша осередок має марку А, отже, в цьому осередку повинні зберігатися тільки шаблони з буквою А, у другому осередку - з маркою Б - знаходяться шаблони з буквою Б, і т. Д. Дно осередку має овальну форму, що забезпечує швидке захоплення букв під час складання тексту. Природно, що для раціонального використання каси гравер повинен акуратно їй користуватися, т. Е. Після закінчення роботи букви, цифри і знаки необхідно розкладати по своїм осередкам. Тільки виконуючи цю умову, можна досягти значної продуктивності в наборі текстів.
Налаштування пантографа для гравірування з копіра. Після освоєння різних конструкцій фрезерно-копі-ровальних і верстатів з пантографом, їх деталей і вузлів; ознайомлення з видами моделей, копірів, набраних шаблонів, розрахунком і розміткою копірів, виготовленням копірів і складальних шаблонів можна приступати до налаштування пантографа.
Перш за все слід з'ясувати доцільність застосування копіра. Вирішальне значення в даному випадку має число підлягають гравірування деталей. У дрібносерійному виробництві виходять також з трудомісткістю їхнього гравірування. Наприклад, для складних з точки зору граверної роботи деталей, яких потрібно не менше 3-5 шт., Застосування копіра буде раціональним. Для деталі з особливо складною гравіюванням, що вимагається в єдиному екземплярі, виготовлення копіра не має сенсу, так як за час, витрачений на виготовлення копіра, можна отгравіровать потрібну деталь.
У дослідному виробництві, де граверні роботи дуже різні і протягом робочого дня може знадобитися кілька разів перебудувати пантограф, доцільно застосування літерних, цифрових та інших складальних шаблонів, наявних при верстаті.
Потрібно, наприклад, отгравіровать 50 деталей; для них виготовляється копір, виходячи з найбільш вигідного масштабу гравірування. Так, якщо копір виготовлений в масштабі 1: 2, то і плечі пантографа налаштовують в такому ж масштабі. Налаштувавши пантограф в потрібному масштабі шляхом сполучення рисок на пів-зушках з ризиками, позначеними цифрою 2 на трьох ланках копіра, їх закріплюють. Потім готовий копір встановлюють на копірних столі пантографа з таким розрахунком, щоб обмацувати палець при русі охопив всю робочу площу копіра, т. Е. Все місця, отгравірованние на ньому, і закріплюють його в цьому положенні.
Копір повинен бути змазаний машинним маслом, а робочий кінець обмацує пальця - мати глянсову заправку для кращого ковзання по гравійованим знакам копіра.
На робочому столі пантографа встановлюють першу деталь, розмічену відповідно до заданих розмірів на кресленні, малюнок якої сполучається з відповідними положеннями різця-фрези на деталі і обмацує пальця на копірі. Після вивірки паралельності деталі щодо копіра і закріплення її за допомогою притискних планок копірних і робочий столи затискаються стопорними гвинтами в горизонтальному положенні. Потім з двох сторін деталі, прийнятих за базу, встановлюють і закріплюють спеціальні опори, що забезпечують один і той же стан всіх наступних деталей.
Вертикальним переміщенням робочого столу пантографа встановлюють відстань між обмацує пальцем і копіром з тим, щоб робочий кінець пальця міг опускатися нижче робочої поверхні копіра на 2-3 мм. Робиться це для щільного зіткнення робочого кінця пальця з поверхнею копіра, тим самим виключається можливість вискакування його з букв копіра. Копірних стіл затискається стопорним гвинтом в вертикальному положенні. Залежно від ширини і глибини ризики на гравіруемих деталі в кожному конкретному випадку відповідним чином заправляється різець-фреза. Заправкою різця-фрези і закріпленням його в цанзі шпинделя з одночасним визначенням глибини гравірування закінчується настройка пантографа. Після цього можна приступати безпосередньо до гравірування деталей, встановлених на його робочому столі.
Налаштування пантографа для гравірування з набраних шаблонів. Гравірування із застосуванням буквених і цифрових набраних шаблонів і настройка пантографа дещо відрізняються від настройки і гравірування з копірів. Налаштування пантографа для гравірування з набраних шаблонів ведеться повільніше. Це пояснюється тим, що складання тексту, т. Е. Набір потрібних букв і цифр з набраних шаблонів і закріплення їх в певному порядку в пазах копірного столу, вимагає додаткової витрати робочого часу. Однак не слід забувати, що на виготовлення копіра також витрачається робочий час. Як копіри, так і складальні шаблони потрібно ефективно і раціонально використовувати.
Якщо деталь може бути отгравірована по складальним шаблонами з однієї установки пантографа, то при великих партіях деталей досягається значна продуктивність праці. У разі застосування складальних шаблонів для гравірування однієї-двох деталей (що нерідко буває в дослідному виробництві) копірних і робочий столи не закріплюють. Якщо ж по складальним літерним і цифровим шаблонами треба гравірувати численні партії будь-яких деталей, то копірних і робочий столи рекомендується заблокувати (закріпити в певному положенні) вже відомим нам способом.
Перш ніж приступити до налаштування пантографа для гравіювання по складальним шаблонами, слід визначити масштаб гравіювання для кожної деталі окремо. Найбільш раціональними є масштаби 1: 2 або 1: 1,5, так як при таких масштабах копіювання значно зростає площа охоплення заготовки різцем-фрезою з однієї установки.
Налаштувавши пантограф в масштабі 1: 2, ретельно розмічають першу деталь, встановлюють і закріплюють її на робочому столі пантографа, попередньо забезпечивши фіксують упори. На копірних столі укладають і закріплюють потребується текст і шляхом поздовжніх і поперечних переміщень робочого і копірного столів виробляють грубу установку. Після ретельної заправки різець-фразу закріплюють в цанзі шпинделя. Потім проводять точну установку: шляхом сполучення різця-фрези з певними точками попередньо розміченого тексту на деталі перевіряють точність збігу положень обмацує пальця з аналогічними точками в тексті набраних шаблонів. Так закінчується настройка верстата-пантографа для роботи зі складальними шаблонами, і після цього можна приступати до гравірування.
Різні варіанти налаштувань пантографа із застосуванням складальних буквених, цифрових та інших шаблонів зазвичай освоюються в повсякденній практиці.